Technologie HIP
Izostatické lisování za tepla, popřípadě také “hipování” je proces využívaný od 80. let 20. století ke snížení vnitřní pórovitosti a tím pádem zvýšení hustoty keramických a kovových materiálů působením vysoké teploty a tlaku v ochranné atmosféře inertního plynu, ve většině případů argonu. Během procesu nedochází k deformaci dílů (v závislosti na porozitě) a není možné odstranit povrchové vady. Nejběžnějším využitím této technologie ve světě je příprava slitin z prášků, které je náročné odlévat, vytváření difúzní vazby mezi dvěma různými materiály (spojení dvou komponent dohromady) a již zmiňované odstraňování vnitřních vad a pórů.
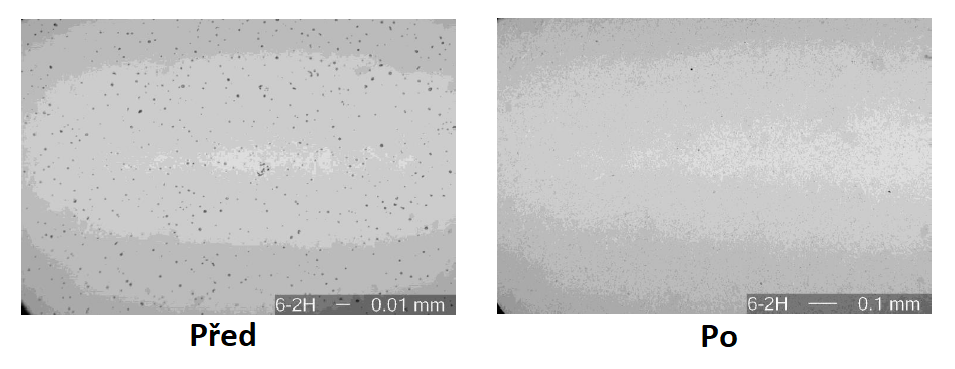
Mikrostruktura 316L před a po procesu HIP[1]
HIP zařízení
Zařízení, kterým momentálně disponuje společnost Vibrom spol. s r.o. je QIH 21 URC/URQ od švédské firmy Quintus. Maximální pracovní teplota je 1400°C a maximální tlak 208 MPa. Výhodou zařízení je dlouhá životnost komory a možnost rychlého ochlazování díky použité kontrukci. Vnitřní pecní část je vyměnitelná a v případě použití URC (ultra rapid cooling) je využitelný prostor pro zboží 2x Ø230 x 330 mm. Je možné dosáhnout rychlosti chlazení až 3°C/s. V případě použití URQ (ultra rapid quenching) je využitelný prostor pro zboží Ø200 x 700 mm. Je možné dosáhnout rychlost chlazení až 400°C/s. Z výše uvedených hodnot vyplývá, že kovový materiál je v závislosti na zvoleném postupu chlazení možné i tepelně zpracovat.

Quintus QIH 21 URC/URQ
Technologie HIP a její aplikace v MIM/AM
U některých tvarově komplexnějších dílů vyrobených technologií MIM může docházet ke vzniku vnitřních dutin a vad, které mohou způsobovat praskání dílu a zhoršené výsledné mechanické vlastnosti dílu. To stejné platí i pro 3D tisky, které mají podobnou pórovanou strukturu včetně vnitřních vad. Díly vyrobené tímto technologickým postupem tedy dosahují nových kvalitativních vlastností. To přispěje ke zlepšení mechanických vlastností vlastních dílů vyráběných technologií MIM: dosažení téměř 100% teoretické hustoty (odstranění vnitřních dutin); vylepšení mechanických vlastností materiálu a izotropie vlastností; prodloužení únavové životnosti 3x až 20x; snížení rozptylu ve vlastnostech materiálu; výborná kvalita povrchu (bez nutnosti dalších povrchových úprav); jemná a homogenní mikrostruktura; použití u kompozitních materiál; zvýšená odolnost proti opotřebení a korozi díky rozšířeným možnostem legování (difúzní spojování odlišných kovů nebo slitin).
![makrosnímky lomových ploch z SEM před a po HIP [2]](/images/202.png)
![makrosnímky lomových ploch z SEM před a po HIP [2]](/images/203.png)
Makrosnímky lomových ploch z SEM před a po HIP [2]
LITERATURA [1] SHIPLEY, JIM. Quintus Presentation, 2020 [2] PROF. DR. ING. DALIBOR VOJTĚCH. Porovnání mechanických vlastností vzorků slitiny Ti6Al4V vyrobených metodou 3D tisku, 2023, s. 23